Sơn epoxy chất lượng cao
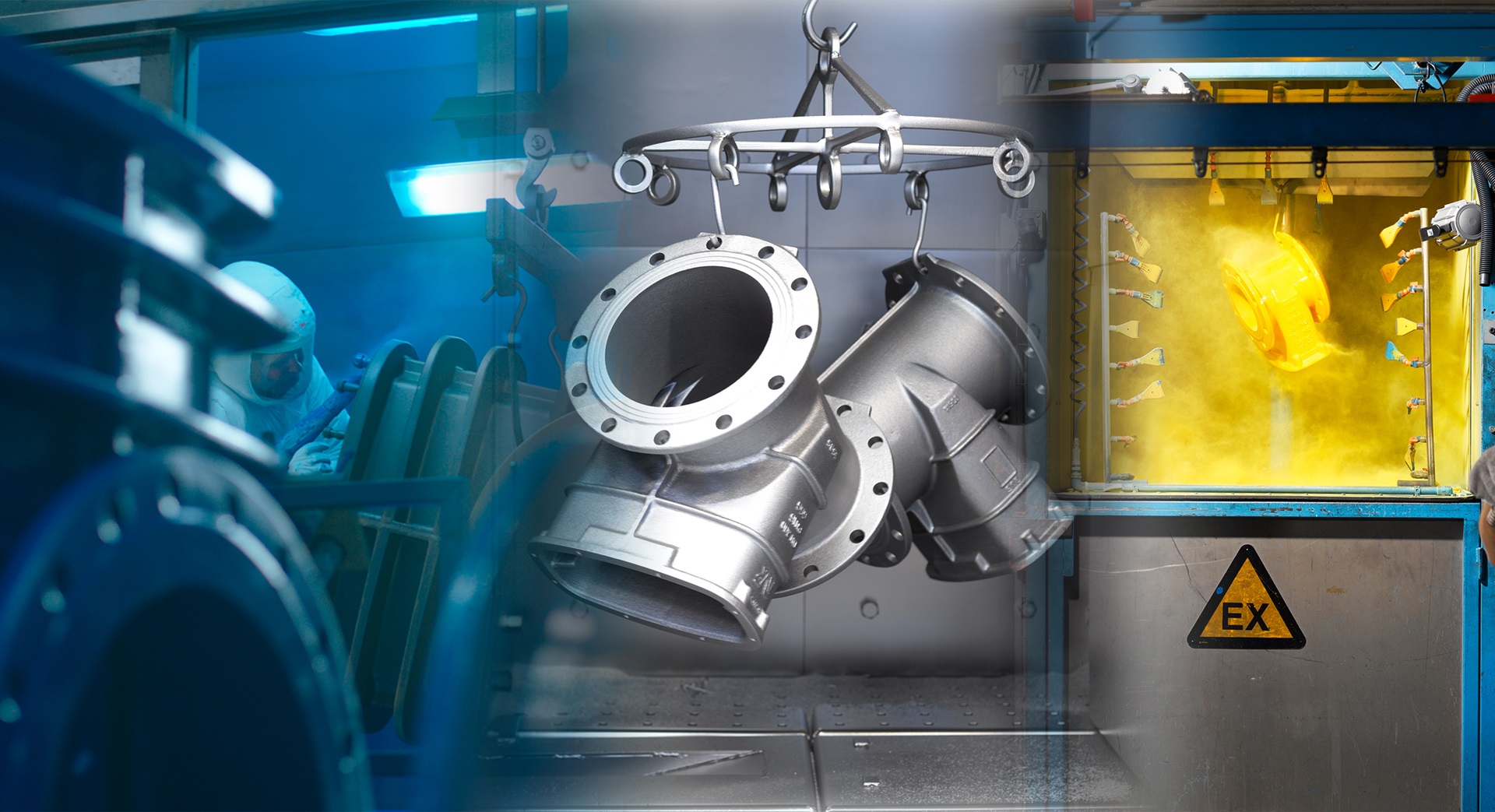
Tại AVK, chúng tôi cung cấp van với lớp sơn phủ cao cấp, giúp đảm bảo chất lượng van bền vững trong môi trường nhiệt độ và khí hậu Việt Nam nơi chịu ảnh hưởng gió mùa điển hình của khí hậu lục địa Đông Nam Á. Tất cả đều được thực hiện nội bộ nên cho phép chúng tôi kiểm soát toàn bộ chuỗi cung ứng. Trước khi sơn, tất cả các bộ phận đúc đều được làm sạch bằng phương pháp phun cát theo tiêu chuẩn ISO 12944-4 để đảm bảo mọi chỗ đều được làm sạch đồng đều nhằm cung cấp độ bám dính hoàn hảo cho lớp sơn. Và đây là bí quyết của chúng tôi:
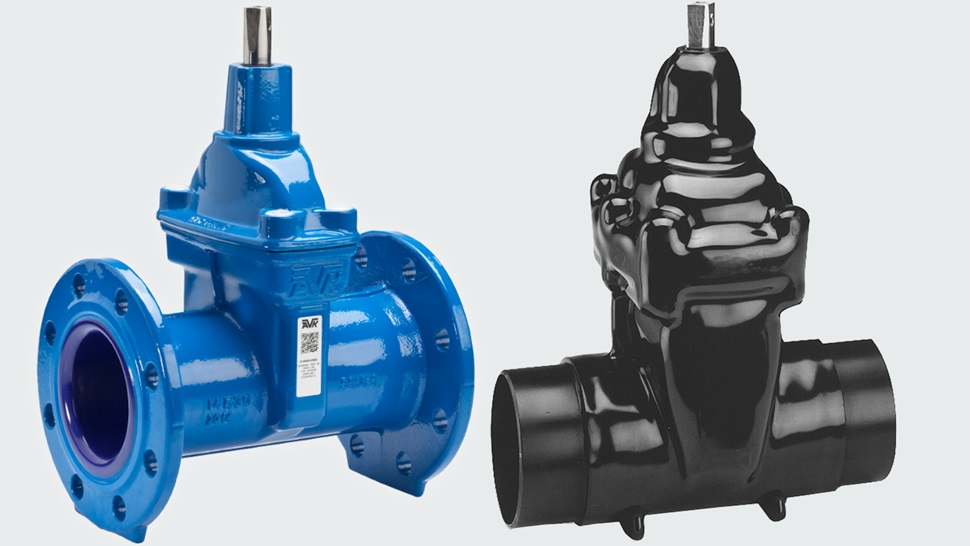
Sơn epoxy bên trong và bên ngoài
Các sản phẩm AVK được sơn tiêu chuẩn bên trong và bên ngoài phù hợp DIN 3476 phần 1, EN 14901 và hướng dẫn GSK. Bột epoxy được gia nhiệt trong hệ thống sơn epoxy tầng sôi. Tùy theo sản phẩm lựa chọn như các phụ kiện nhỏ hay các bộ phận rất lớn được ứng dụng bởi sơn phun bằng tay. Bột epoxy tan chảy khi tiếp xúc với bộ phận gia nhiệt và khô ngay khi đi vào hệ thống làm mát sau quá trình sơn.
Chúng tôi kiểm soát từng mẻ sơn epoxy để đảm bảo chiều dày lớp sơn tối thiểu 250 μ, bề mặt không có lỗ kim, có độ bền và chống va đập cao, khô đều bề mặt theo quy trình thử nghiệm:
- Chiều dày lớp sơn: Chiều dày lớp sơn không ít hơn 250 μm
- Lớp sơn không có lỗ kim: Lớp sơn phủ phải hoàn toàn không có lỗ kim để tránh sự ăn mòn sau này của vật đúc. Một máy dò kỳ 3V với một điện cực bàn chải được sử dụng để phát hiện và xác định vị trí bất kỳ lỗ kim nào trong lớp sơn phủ.
- Độ bền và chống va đập cao: Thử nghiệm độ bền va đập được thực hiện ở nhiệt độ phòng ngay sau quá trình sơn phủ bằng một xylanh thép không gỉ thả trên bề mặt lớp phủ qua một ống dài một mét tương ứng với năng lượng va đập là 5 Nm. Sau mỗi lần va chạm, bộ phận được kiểm tra và không được xảy ra hư hỏng bề mặt.
- Sự liên kết: Nhỏ một giọt metyl isobutyl xeton lên bề mặt phủ nhựa epoxy nằm ngang của mẫu thử ở nhiệt độ phòng. Sau 30 giây, khu vực thử nghiệm được lau bằng vải trắng sạch. Kiểm tra để đảm bảo rằng bề mặt thử nghiệm không bị mờ hoặc không bị lem và vải vẫn sạch. Thử nghiệm được thực hiện 24 giờ sau quá trình sơn phủ.
- Độ bám dính: Độ bám dính của lớp sơn tĩnh điện được thử nghiệm trên một mặt của tấm thử nghiệm bốn lần một năm cho mỗi lớp sơn nhà máy theo hướng dẫn của GSK bằng cách sử dụng phương pháp tách theo DIN 24624. Độ dày lớp sơn trên một khu vực thử nghiệm phải nằm trong dải từ 250 μm đến 400 μm. Các mẫu thử được ngâm bảy ngày trong nước khử ion ở 90 độ C, sau đó làm khô trong tủ sấy trong 3 giờ. Sau đó, để trong môi trường bình thường từ 3 đến 5 ngày. Không có vết phồng rộp nào có thể phát sinh trong thời gian ngâm trong chậu nước. Bề mặt của mẫu thử được tẩy dầu mỡ và được làm nhám bằng giấy nhám. Bề mặt nhám được làm sạch bụi bằng khí nén không dầu và mài lại. Độ bám dính được kiểm tra với lực kéo tối thiểu> 12 N / mm2.
- Tách kết dính catốt (điện cực âm): Các thử nghiệm tách kết dính catốt được thực hiện trên một trong từng loại thành phần ít nhất hai lần một năm. Không có bong bóng nào trong lớp sơn có thể phát triển trong quá trình thử nghiệm về việc tách catốt. Đối với thử nghiệm này, độ dày lớp sơn trên khu vực phân tán của vật thử nghiệm phải nằm trong phạm vi 250 μm đến 400 μm.
Ngoài các thử nghiệm riêng của chúng tôi còn có cơ quan độc lập GSK kiểm soát thử nghiệm độ bám dính, chống ăn mòn (cathodic disbonding) của lớp sơn epoxy theo hướng dẫn của chính họ.
GSK là một tổ chức quốc tế độc lập chuyên kinh doanh và chứng nhận sơn epoxy cho van và phụ kiện phù hợp cấp bảo vệ chống ăn mòn cao nhất trong ngành công nghiệp. GSK trao chứng nhận chất lượng RAL-GZ 662 Quality Mark (Gütezeichen) cho các công ty mà đáp ứng hoàn toàn các yêu cầu khắt khe về đảm bảo chất lượng theo các Quy định chất lượng và kiểm tra hiện hành. Nhấn vào đây để biết thêm thông tin.